在精密機械加工和螺紋制造領域,絲錐是必不可少的刀具。當遇到“MJ5 0.8 4H6H絲錐”這樣的專業術語時,它實際上包含了關于該絲錐規格、精度和適用標準的完整信息。理解這些參數對于確保螺紋加工的質量和互換性至關重要。
“MJ5”指的是螺紋的型號和規格。這里的“MJ”代表“公制航空航天螺紋”,這是一種特別為航空航天等高要求應用設計的螺紋標準。它與普通的公制螺紋(M系列)相似,但在牙型、公差和材料要求上更為嚴格,旨在提供更高的疲勞強度和更可靠的防松性能。數字“5”表示螺紋的公稱直徑為5毫米。
“0.8”表示該螺紋的螺距為0.8毫米。螺距是相鄰螺紋牙對應點之間的軸向距離,它直接影響螺紋的疏密程度和強度。對于MJ5螺紋,0.8mm是一個標準的細牙螺距,適用于需要較高鎖緊力和較好密封性的場合。
“4H6H”是絲錐制造精度的標識,它定義了絲錐所加工出的內螺紋的公差帶。在螺紋公差體系中,數字表示公差等級(數字越小精度越高),字母表示公差帶的位置(H代表基本偏差為零的內螺紋公差帶)。
4H:通常指絲錐中徑(決定螺紋配合松緊的關鍵尺寸)的制造公差帶,精度較高。
6H:通常指絲錐大徑(螺紋的牙頂直徑)的制造公差帶,精度相對寬松一些。
“4H6H”的組合意味著這支絲錐設計用于加工出中徑精度較高(4H)、大徑精度符合通用要求(6H)的內螺紋。這是非常常見且應用廣泛的精度等級組合,在機械制造中能夠滿足大多數緊固連接的需求。
因此,一支“MJ5 0.8 4H6H”絲錐,就是一支專門用于攻制公稱直徑為5毫米、螺距為0.8毫米的航空航天公制內螺紋,并能保證加工出的螺紋孔具有4H6H精度等級的刀具。
在實際使用中,選擇正確的絲錐只是第一步。操作者還需注意:
- 材料匹配:根據被加工材料(如不銹鋼、鋁合金、鈦合金等)選擇相應涂層和槽型的絲錐。
- 加工參數:合理設置轉速和進給,并確保充分冷卻潤滑,尤其是加工高強度材料時。
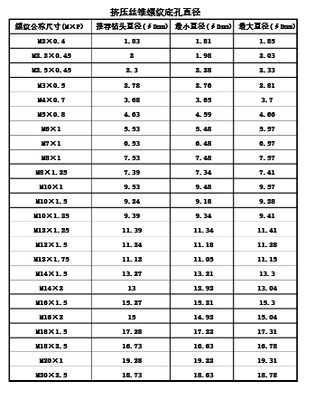
- 底孔尺寸:攻絲前必須鉆削尺寸精確的底孔。對于MJ5x0.8螺紋,合適的底孔直徑需根據具體材料計算,通常在Φ4.2mm左右浮動,需查閱相關手冊確認。
- 質量控制:加工后建議使用MJ5x0.8 4H6H規格的螺紋塞規進行通止規檢驗,以確保螺紋尺寸合格。
理解絲錐型號背后的編碼規則,是進行高效、高質量螺紋加工的基礎。MJ5 0.8 4H6H絲錐作為一款針對特定高標準應用的專用工具,其正確的選擇和使用,直接關系到最終產品部件的連接可靠性與安全性。